The manufacturing industry is changing at a pace never seen before. The need to operate globally, increasing costs, changing market demands, and the requirement for real-time visibility of business processes have, in fact, been the reasons why organizations have decided to go beyond the limitations of legacy systems.
As manufacturers increase, differentiate, and penetrate new markets, traditional on-premises ERP systems fall behind and can’t keep up with their ever-changing needs.
Cloud ERP solutions, therefore, appear as a revolutionary agent to next-gen manufacturing companies—helping them digitally transform their business operations.
Thanks to AI/ML and continuous system updates, cloud ERP systems are essentially reshaping the ways in which businesses of today can streamline operations, make them more efficient, and get insights from various functions.
This blog discusses the cloud-based ERP system, its components, the working model, the benefits, the criteria for choosing, and the success factors for manufacturing, presenting a complete picture of why cloud-based ERP is preferred. This blog is intended for manufacturing leaders, CIOs, IT decision-makers, operations heads, and digital transformation teams.
Understanding the Concept of Cloud-Based ERP
Enterprise Resource Planning (ERP) software ties all organisation’s core business processes together – from putting in orders and handling the books to getting products from suppliers and overseeing projects.
Traditionally, companies would choose an on-site ERP system, installed at their own offices and looked after by their own IT staff. But it required extra IT personnel, constant upkeep, investing in new hardware, and getting the latest software versions, all of which take major time, are expensive, and inflexible as the business grows.
On the other hand, cloud-based ERP systems – or cloud ERP software – run on remote servers, replacing in-house hardware. It saves costs, and once a business chooses a subscription-based model, it will adapt as business needs change.
Cloud-based ERP systems provide:
Real-time visibility across core processes
System updates without operational disruption
Easy scalability (add users, locations, and functionalities)
Accessible data across multiple locations
Better integration with other systems
Lower costs compared to maintaining on-premises infrastructure
Shifting from traditional enterprise resource planning to cloud-based ERP is a strategic decision rather than technological. Manufacturers use ERP systems to manage day-to-day operations, but also for driving innovation, aligning compliance requirements with long-term business goals.
This shift from traditional enterprise resource planning ERP models to cloud-based solutions is not merely technological—it’s strategic.
How Does Cloud ERP Work?
A cloud ERP system ensures business operations are easy and simple to manage using a centralized platform hosted on remote cloud servers. Its functioning can be understood through several operational pillars:
1. Remote Hosting and Delivery
The cloud-based ERP system operated on a private cloud or a public cloud infrastructure managed by a vendor. If users want access to the ERP software, they can use it with an internet connection, regardless of location.
2. Subscription-Based Access
Instead of an upfront cost or a heavy investment, companies can get a subscription-based model. This will include hosting, system updates, maintenance, and new functionalities. and security management.
3. Continuous System Updates
The vendors can deploy updates automatically and are equipped with the latest capabilities. This will eliminate manual intervention and reduce dependency on the IT department.
4. Integration With Other Systems
Cloud-based ERP systems easily connect with other systems—manufacturing execution systems (MES), CRM tools, analytics platforms, or order fulfillment engines—creating a connected ecosystem for various aspects of the business.
They help gain companies’ insights, automate tasks, and remove processes that take time.
Key Components of Cloud ERP Solutions
Manufacturers often deal with complex, interdependent operations. A robust cloud ERP system includes components that manage these interlinked business functions effectively:
1. Financial Management
Cloud ERP software ensures greater control and tracking of real-time financial performance. It tracks cash flow, predicts profitability, and manages accounts.
2. Supply Chain Management
Supply chain management ensures there is visibility across all the processes, helps collaborating, and faster decision making to improve fulfillment.
3. Production and Inventory Control
Businesses can avoid stockouts, delays, and excess materials if they automate scheduling, production cycles, and optimize inventory.
4. Project Management
Project management makes resource allocation, planning, tracking, and keeping teams up to speed easy.
5. Human Resource Management
Human Resources management can support employee performance and payroll tracking, planning, and processing in all locations.
6. Customer Relationship Management (CRM)
CRM clubs sales, customer services, and marketing together. This makes sure that you are engaged and responding to customer needs.
7. Business Intelligence and Analytics
Another component is the use of advanced learning methods in Business Intelligence and Analytics to analyze setbacks and new opportunities.
What Criteria Should Be Used to Select an ERP Software Vendor?
Businesses must choose the right ERP software vendor. Here are the following criteria of how it should meet the business needs with technology:
1. Deployment Flexibility
Vendors must have Cloud ERP solutions, along with hybrid models and private cloud options, depending on the security and compliance needs of the business.
2. Industry-Specific Capabilities
ERP systems need to have modules designed specifically for production, supply chain management, order management, and resource planning, tailored to the needs of that industry.
3. Integration Capabilities
The ERP systems must work with old systems, CRM tools, financial software, and other business apps.
4. Customization Options
A scalable ERP solution should be able to support different needs and allow for customisation if the business has unique processes.
5. User Experience
An easy-to-use user interface is crucial. It enables speed, reducing training time and embracing quick adoption.
6. Cost Structure
You should also look at the fine print – subscription costs, implementation costs, any potential ongoing cost savings, and lower costs compared to a traditional on-premise system.
7. Vendor Reputation and Support
Choose a vendor with experience, offering reliable support, robust SLAs that get new updates out fairly quickly. People like Microsoft Dynamics and others in the ERP business are some examples in the industry.
8. Security and Compliance
Cloud ERP vendors need to be compliant with security updates, and they also need to provide relevant data protection measures.
When is the Right Time to Switch to Cloud ERP?
To switch to a cloud-based ERP software, the right time to switch to a cloud-based ERP software is before the current systems face any issues that cannot be resolved. Choosing the right cloud ERP can help avoid losses and unnecessary expenses.
Here are some of the factors when considering a cloud-based ERP:
1. Old System No Longer Supports Growth
Change the old system if the business cannot scale or grow due to more users, markets, or product lines.
2. Rising IT Costs Are Becoming Unsustainable
Cloud-based ERP systems reduce costs and remove the burden of infrastructure, such as on-premise systems, servers, security, and maintenance.
3. Manual Intervention Is Slowing Operations
A cloud ERP solution for business allows them to automate data and streamline processes. It helps manage spreadsheets and reconcile data instead of manually entering them.
4. Lack of Real-Time Visibility
Outdated data, broken systems, and unreliability delay decisions. When businesses implement cloud ERP, it provides real-time data and visibility everywhere.
5. The Company Has Multiple Locations
Cloud ERP solutions ensure seamless data accessibility and standardization for all units.
6. Compliance Requirements Are Escalating
It should stay updated with market regulations and deliver automated compliance frameworks.
7. Integration Challenges with Other Systems
Connecting new tools is time-consuming and costly; a modern cloud ERP makes this system seamless.
Success Factors for Cloud-Based ERP Implementation
In addition to choosing the right software alone for a successful ERP implementation, manufacturers should concentrate on the following things:
1. Clear Business Objectives
Businesses need to set clear objectives such as improving the supply chain, managing finances, or reducing processing time.
2. Executive Sponsorship
Executives of the business must be involved with the process to align resources and track progress. and accurate adoption.
3. Strong Change Management
ERP systems impact various aspects of operations; companies must prepare employees for it.
Cloud ERP systems limit dependency on IT systems; however, collaboration with vendors and internal teams remains crucial.
5. Data Migration Strategy
Using a data migration and validation strategy ensures reliability in a new environment.
6. Phased Rollout
New modules should be rolled out slowly, allowing employees to adapt progressively, minimizing disruptions.
7. Continuous Optimization
The right ERP ensures constant developments and improvements for businesses that are growing, so that they can monitor performance and improve processes over time.
Benefits of Cloud-Based ERP Solutions in Manufacturing
Cloud ERP solutions have many benefits, from cost savings to operational flexibility. Here is the list of what it offers:
1. Lower Costs and Predictable Spending
The subscription model allows businesses to eliminate heavy investments and reduce dependency. It also saves hardware expenses and improves ROI.
2. Greater Scalability
As the business requirements grow, it is easy to add users, modules, and capabilities with a cloud-based ERP. If companies plan to expand business to multiple locations or launch new product lines, this system will help scale effortlessly.
3. Enhanced Real-Time Visibility
With the integration of cloud ERP, businesses can get real-time visibility, allowing manufacturers to monitor production cycles, metrics in supply chain, and financial performances.
4. Faster Deployment and Reduced Downtime
Cloud systems don’t require on-premise ERP systems, so automated software updates minimize disruptions and ensure continuous development, saving crucial time.
5. Improved Collaboration Across Locations
Access business from any location for easier collaboration with the use of cloud-based ERP system.
6. Stronger Security
Cloud ERP systems implement security systems with regular updates, encrypted data storage, and compliance frameworks.
7. Better Integration With Modern Tools
Cloud ERP solutions can be connected with other platforms such as AI, IoT devices, analytics engines, CRM, and production tools. It reduces manual intervention and unlocks smarter workflows.
8. Streamlined Business Processes
From order management to project management, cloud ERP automates workflows, minimizes errors, and improves efficiency across all core business processes.
9. Future-Ready Capabilities
Cloud ERP systems help manufacturers stay ahead of the market with AI, machine learning, predictive intelligence, and customer expectations.
Conclusion
The manufacturing sector is evolving, and businesses that choose to switch to cloud-based ERP have an easy process by reducing the burden on IT and facilitating global presence.
Cloud-based ERP systems enable businesses to evaluate, scale, and modify their strategies meet the challenges of a globally competitive market.
If a company is testing a new market, collaborating with other businesses, or making operations simpler, ERP systems is a necessary step towards a smooth process. The right cloud ERP acts as a digital backbone to prepare businesses for tomorrow.
Whether a company is testing a new market, collaborating with others, or making its operations simpler, manufacturers will require an ERP software that keeps updating. Cloud ERP acts as a digital backbone by supporting innovation today and preparing businesses for tomorrow.
This entails the supply chains for the incorporation of predictive analytics and integrations, thus ensuring flexibility and sustainable growth.
If you are looking to modernize your manufacturing processes with cloud ERP, email [email protected] to speak with our experts. Learn how our solutions can help scale and support your journey.
In the high-stakes world of modern manufacturing, precision is no longer a competitive advantage, it’s a requirement. For plant managers, operations heads, quality assurance, and maintenance teams, reducing manufacturing defects means more than just saving costs. It determines customer satisfaction, product consistency, equipment health, and overall brand credibility.
This blog is crafted to help stakeholders across the manufacturing industry understand how artificial intelligence, computer vision systems, and AI-driven predictive maintenance are transforming quality control and equipment reliability by replacing human error with machine-driven consistency and intelligence.
In the sections below, learn how AI-powered computer vision works, how predictive models improve asset reliability, and how preventive maintenance frameworks reduce machine failure supported by real-world applications. This blog leaves no room for doubt on how AI-enabled systems are reducing errors, streamlining inspection, and enabling proactive repairs across modern manufacturing.
Understanding Manufacturing Defects
Although defects are inevitable in modern production, they have become intolerable in an environment where effective processes and immediate requirements are crucial. Moreover, these interfere with manufacturing flow, cause delayed supply chains, and lower customer satisfaction.
Common defect types include:
Cosmetic: marks, blemishes, and color variations.
Dimensional: parts that do not meet the required measurements.
Functional: defects that impact performance or reliability.
These defects may have serious consequences, including higher labor costs, increased rework, product returns, reputational damage, and unexpected machine downtime. In order to maintain high asset reliability and avoid long-term risks, early detection is crucial as these problems may eventually escalate into major operational issues.
Computer Vision Overview
Computer vision provides precision, speed, and adaptability by emulating human vision using extensive neural networks and AI/ML. These technologies constitute:
Imaging systems and sensors that record data in real-time
Image processing and data analytics algorithms that interpret the information
Machine learning models generated using past, present, and artificial data
Artificial intelligence systems that detect irregularities, identify trends, and produce useful information
Thus, automation enabled by computer vision enhances operational throughput while lowering maintenance expenses and unplanned outages. Additionally, by stabilizing production processes, it fosters precision and machinery strength.
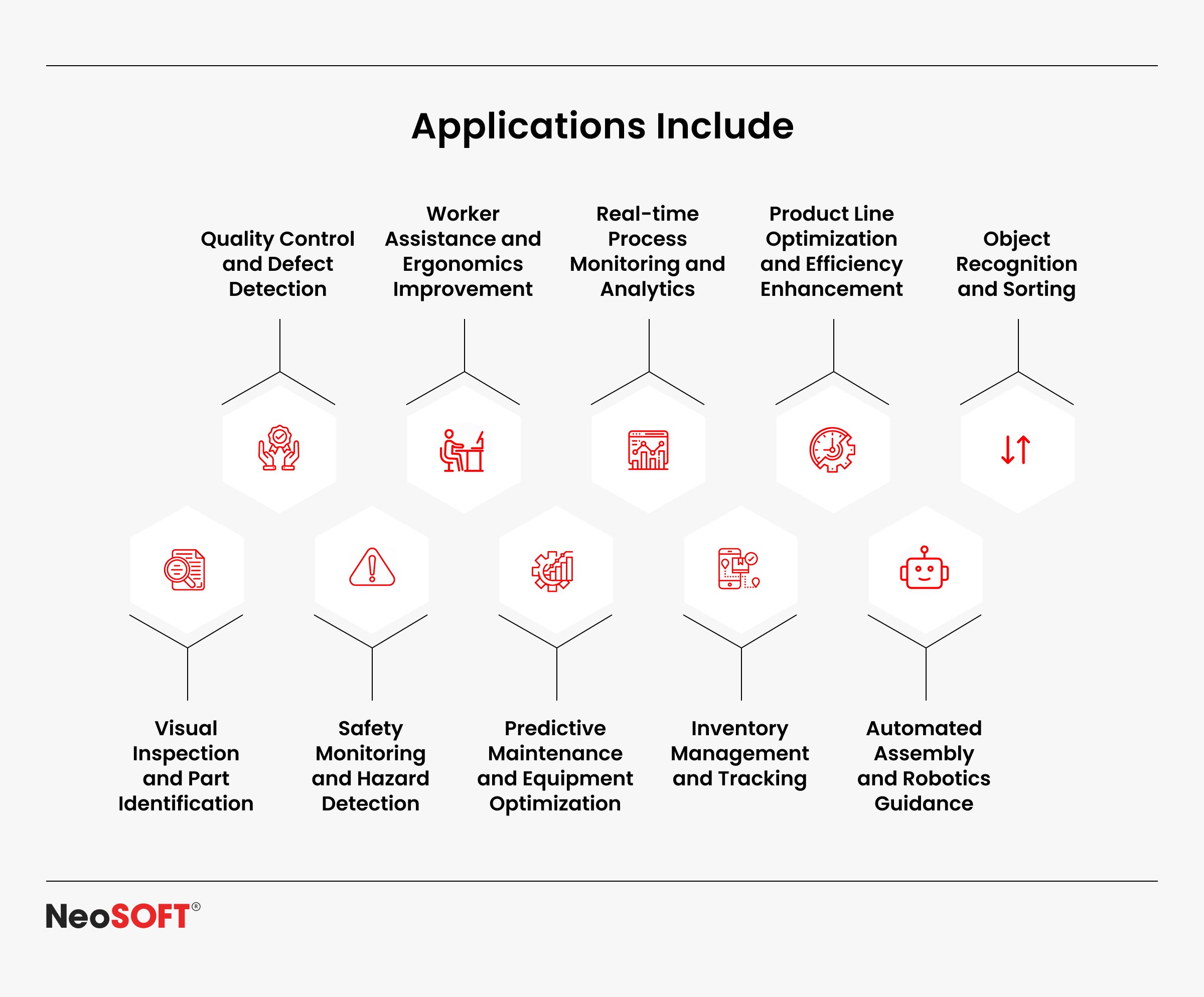
Applications of Computer Vision in Manufacturing
On the manufacturing floor, autonomous vision systems operate like digital eyes, delivering quick, precise, and reliable inspections of production processes. In addition, the combined computer vision technologies improve quality assurance, enable early problem detection, and improve operations across multiple stages of manufacturing.
Key applications include:
Visual examination of the parts and assemblies in real time to quickly identify flaws
Identifying faults, ruptures, scratches, or stains is known as surface defect identification.
Dimensional assessment to ensure that parts meet exact engineering specifications and tolerances
Barcode and label validation across pharma, FMCG, and supply chains to ensure correct product identification
Validation of component existence to ensure assemblies are full and positioned correctly
Advanced equipment can reveal subtle wear anomalies with the help of real-time surveillance that may undermine system well-being and trigger downtime
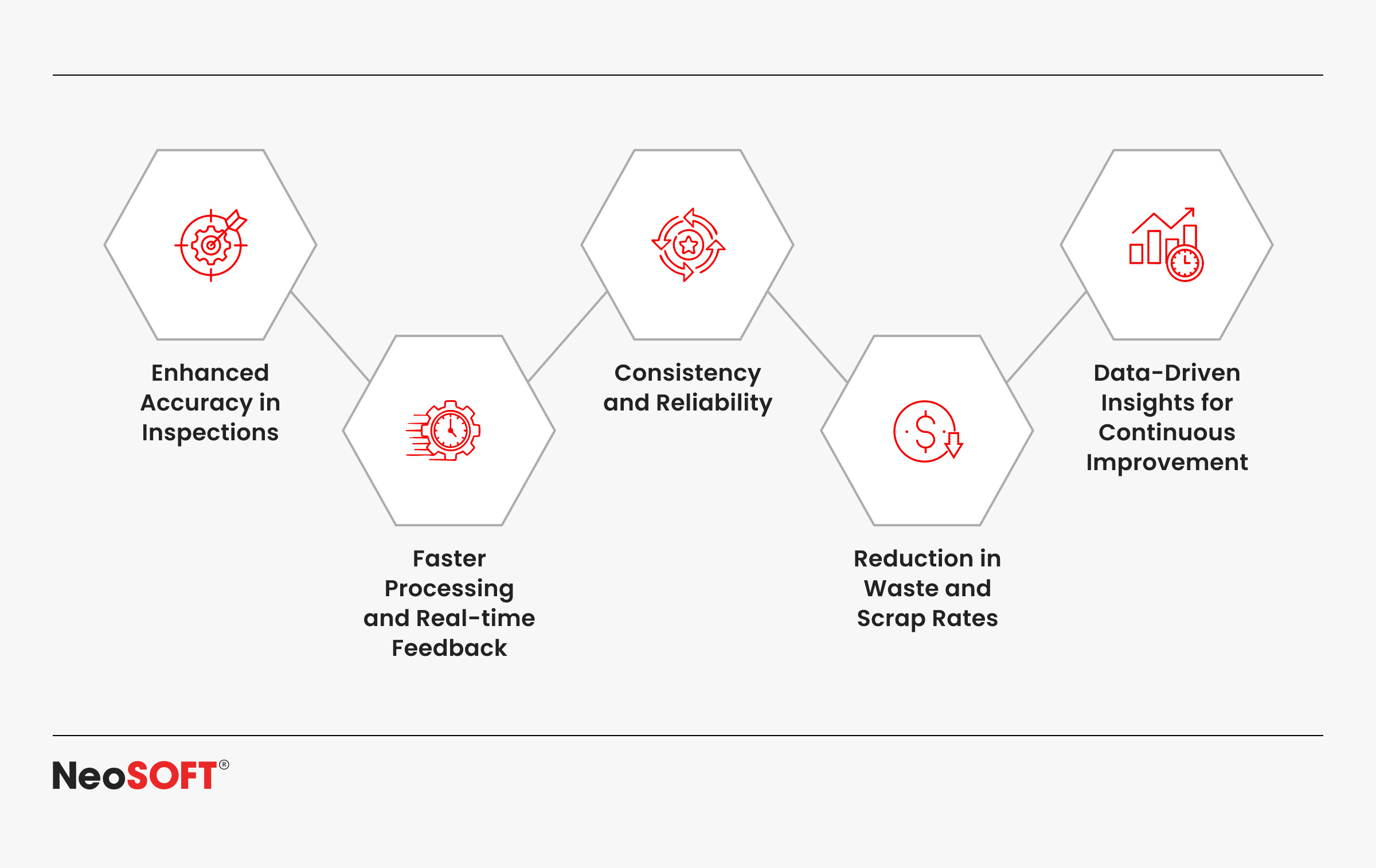
Improving Quality Control Via Computer Vision
The precision and consistency of industrial activities are increased when AI and computer vision systems are integrated into quality control. These improvements streamline decision-making throughout the whole production line by taking the pressure off human operators.
Improved Accuracy: Compared to doing quality control by hand, new machine learning techniques are a big step up in eliminating false alarms and making sure problems are caught – all without the kinds of mistakes that happen when humans are in charge.
Non-stop Operation:
Advanced computer vision models significantly outperform manual inspections by reducing false positives and missed defects. By learning from large datasets, these systems consistently identify subtle anomalies that human inspection can overlook, ensuring higher product quality and fewer costly recalls.
Proactive Identification:
In order to support more efficient proactive repair plans, artificial intelligence and predictive models analyze past data to spot trends and anticipate possible faults early.
Cost Reduction:
Leading-edge inspection capabilities contribute to the reduction of the overall maintenance costs and the alleviation of unplanned shutdowns, resulting in fewer rework cycles and reduced production bottlenecks.
Enhanced User Experience:
By producing goods with such high consistency, manufacturers strengthen customer trust and ensure a more reliable buying experience, driving high customer satisfaction.
Real-World Use Cases
The AI and computer vision systems that play a pivotal role in maintenance scheduling, equipment reliability, and quality control have significantly transformed the industries that have adopted them. Furthermore, it helps companies to identify the patterns from historical data, spot the errors, and react to the initial symptoms of equipment failure that should come before the hefty issues. Many industries have implemented these potentials in the following ways:
Automotive Manufacturing
The automotive industry requires precision in its operations. Computer vision technologies are capable of detecting microscopic fractures in the vehicle frame, welding irregularities, stained surfaces, and alignment issues in the most important assemblies. Such technologies keep an eye on the entire production line uninterrupted and hence allow the enterprises to have encrypted information that decreases machine downtime and safety risks. Through analysis of defect trends, OEMs can provide the tool of predictive maintenance to locate the conditions that may suddenly break down, thus cutting the unplanned downtime short.
Electronics & Semiconductor Manufacturing
Manufacturers of electronics depend heavily on the aid of machine learning models and deep learning techniques to uncover the faults in the soldering process, missing micro-components, and anomalies in the printed circuit board, as well as thermal issues. Generally, these small defects are the root cause of malfunctions in the processing equipment, and thus, the question of predictive maintenance becomes very important. Artificial Intelligence systems are at the forefront of unravelling patterns within large-scale visual datasets, allowing manufacturing teams to plan repairs, thereby avoiding equipment failures in the high-precision setting.
Pharmaceutical & FMCG Industries
Pharma and FMCG sectors always take advantage of computer vision in order to verify labels, packaging seals, expiration prints, fill levels, and tamper-related defects. The main goal behind these inspections is to ensure product safety and maintain customer trust. By adopting predictive models, manufacturers can detect batch-level issues early on, anticipate maintenance requirements and execute interventions seamlessly ensuring safer and cleaner production lines.
Textile & Apparel Manufacturing
The application of artificial intelligence in the textile industry saves on the labour force, which was once solely dependent on human inspection skills. Furthermore, it helps in the detection of faults such as fabric irregularities, paint inconsistencies, and pattern misalignments. The discovery model defect prevention aids in raising asset reliability in a production process that is continuous and free of disruption.
AI + Computer Vision vs Traditional QA
Being reliant on human eyeballs to inspect stuff, traditional quality control is pretty prone to humans getting tired, being unpredictable, and missing obvious flaws. As a result, manual methods delay anomaly detection, requiring unwarranted shutdown of the equipment. Traditional inspection methods struggle to match the modern production speeds and often fail to consistently detect defects at a microscopic level.
AI-driven computer vision systems overcome these limitations with:
High-speed, precise defect detection
Ability to process large volumes of visual data
Consistent inspection quality across all shifts
Correcting errors that are not evident to the human eye
To help companies transition from reactive to predictive and preventive maintenance, AI systems also analyze past data and provide valuable insights. When AI is integrated with MES, ERP, or fleet management platforms, it can reduce unplanned downtime, increase asset reliability, and detect equipment breakdown early.
Quality control has turned into a strategic competitive advantage in modern manufacturing – it’s no longer a manual bottleneck.
Navigating Complex Challenges
While there are several compelling reasons to use computer vision systems and AI-based predictive maintenance solutions, manufacturers need to take a hard look at the real-world challenges that are to be dealt with approaches such as
Initial outlay on specialized software, cameras, sensors, and computer hardware
High-quality datasets are essential for training precise machine learning models.
Problems regarding compatibility when using AI with outdated production systems
Requirement for continuous retraining as new data and production conditions evolve
Overseeing the maintenance requirements of AI systems installed on manufacturing sites
To make these projects take off, it’s more often than not going to take a team effort – data scientists, engineers, QA people, and the maintenance crew all need to work together. People looking to give their quality and maintenance operations a 21st-century makeover are finding that teaming up with some seasoned vendors and taking an end-to-end platform approach really helps out, simplifying integration, reducing costs, and accelerating measurable outcomes.
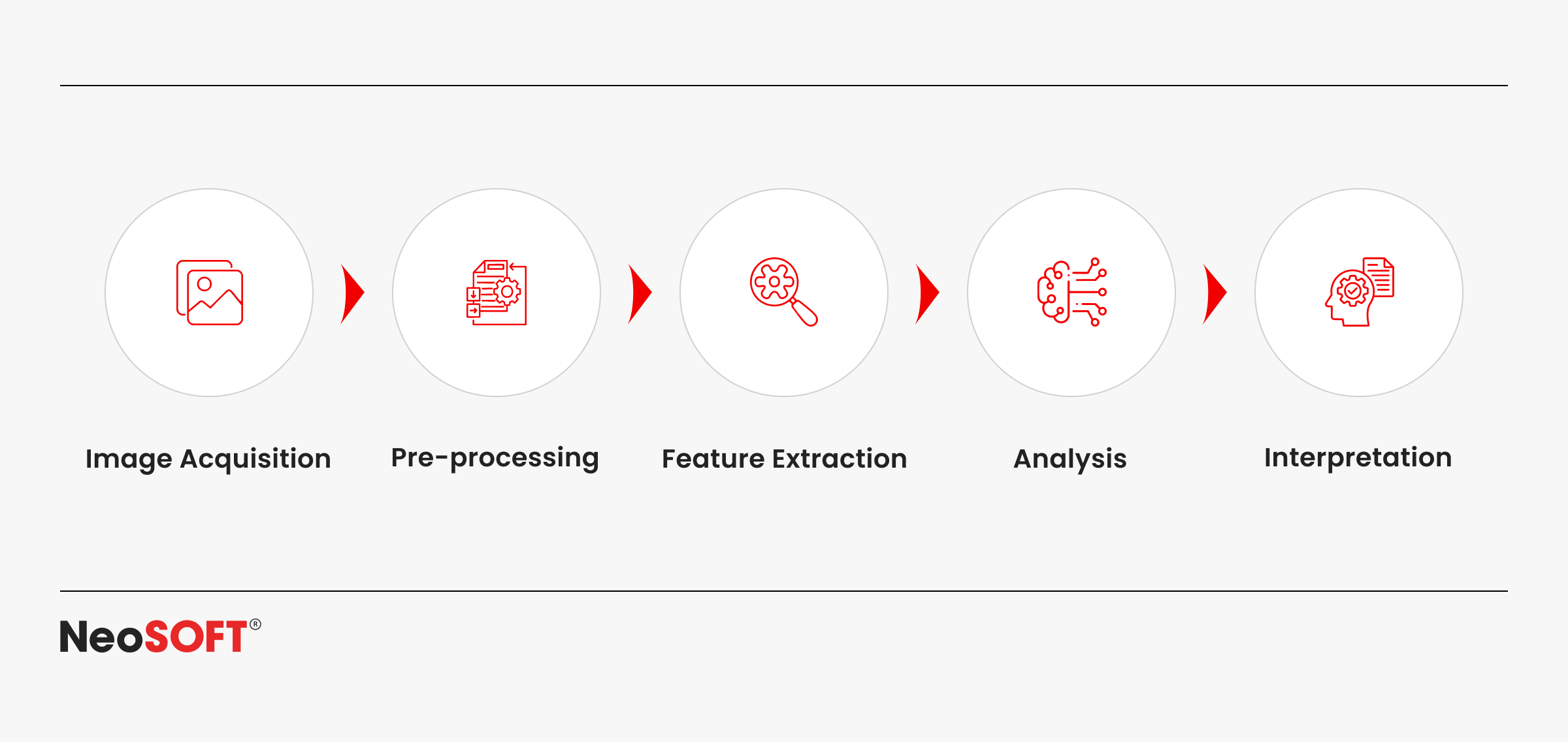
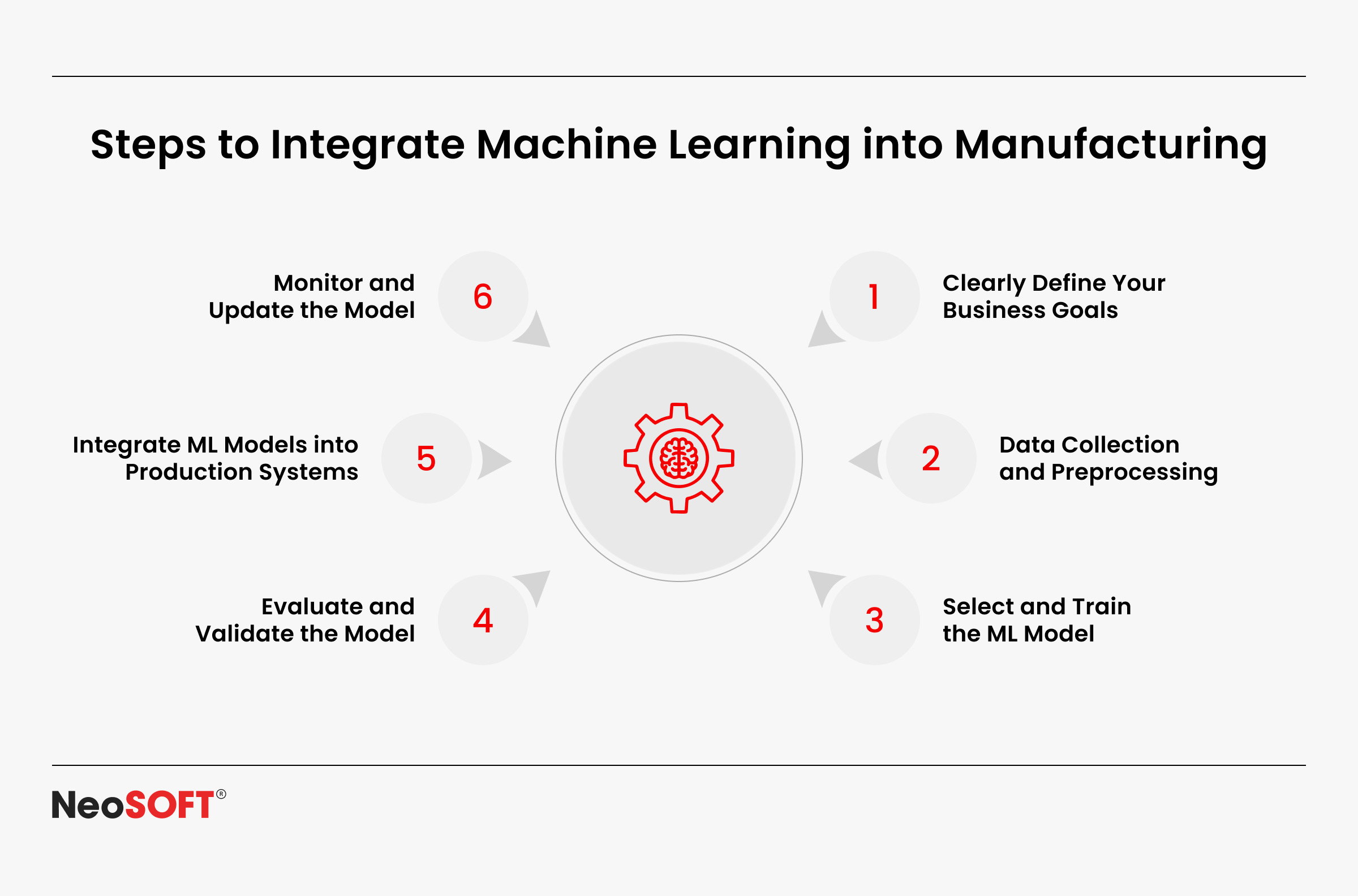
Getting Started: Steps to Implement Vision Systems
Assess Current QA Processes: Determine the failure locations, bottlenecks, and defect history.
Pinpoint Inspection Points: Identify the location of equipment breakdown and similar problems.
Select Hardware: Sensors, lighting, and cameras that are developed and compliant with inspection requirements.
Define KPIs: Set Key Performance Indicators to include cost savings, accuracy, processing speed, and maintenance requirements.
Choose Implementation Model: Decide among a hybrid, vendor-led, or in-house model.
Pilot, Evaluate, Scale: Use predictive maintenance tools on a trial basis first, then evaluate, and finally, widen the use of the tools to other essential assets.
However, organizations should also consider the compatibility of these systems with their present processes apart from their physical installation. AI-based techniques are providing maintenance departments with the capability to uncover concealed patterns of equipment failure and new issues as they start to check both the old and the most recent data simultaneously.
Also, by utilizing the same, they can not only revamp maintenance schedules and eliminate over-maintenance, but also make far more accurate predictions concerning maintenance requirements.
When combined with a comprehensive platform, AI solutions offer a single perspective of assembly lines, production equipment, and defective patterns, thus allowing more informed choices and a better-optimized factory floor operation.
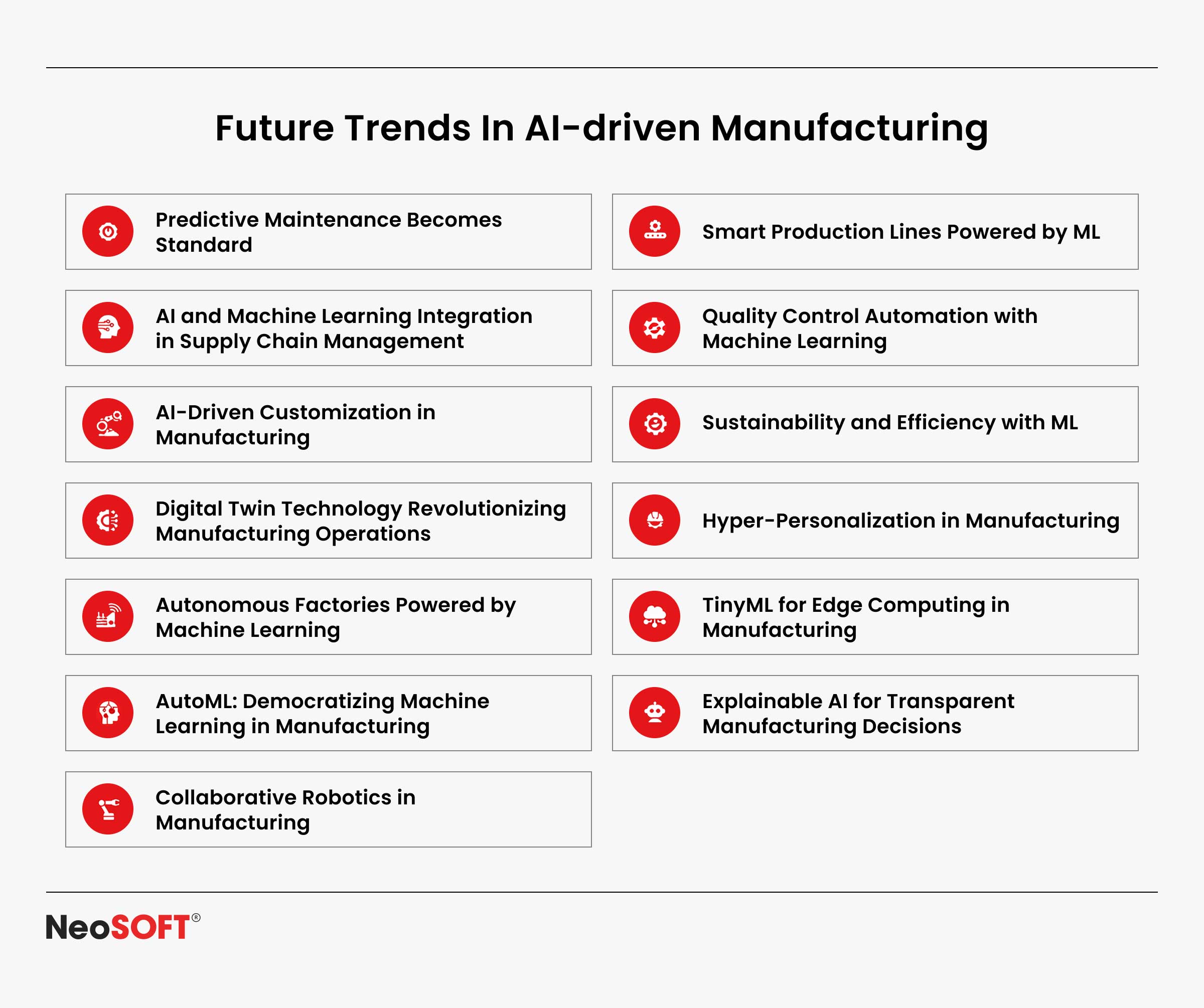
Future Trends in Predictive and Prescriptive Quality Control(QC)
Quality assurance is rapidly evolving from a reactive, error-detection role into a proactive, intelligence-driven environment thanks to AI and computer vision technologies. The rapid progress being made, not only helps spot issues , but also plan and prevent them from happening, which is the pivotal key to QC.
Predictive Models: These types of models analyse the past data and rule out errors that are likely to happen, thus predicting and putting a stop to them before they arise.
Digital Twins: What’s really interesting here is that you can create virtual copies of your manufacturing lines, enabling you to experiment with different scenarios and see what changes may be required, without having to shut down the actual operation.
Edge Computing: This is all about processing data right at the point it’s being generated – which means it’s able to react in a split second if something starts to go wrong, and you can get a real-time view of what’s happening on the machines themselves
Closed-Loop Feedback: Then there’s the idea of taking what you learn from inspection and using it to tweak the processes earlier in the line – so that you can keep making things better and better all the time.
AI-based Predictive Maintenance: Aims at lowering equipment failure rates, cutting needless repair costs, and retaining production at an optimal level.
Continuous monitoring enables companies to anticipate equipment failure, schedule timely repairs, and minimize unplanned downtime, ultimately supporting long-term operational resilience. Ultimately, this will lead to the steady growth of robust operations over international supply chains.
Conclusion
AI-powered computer vision is no longer just an advancement over traditional inspection; it represents a substantial shift in how manufacturers ensure quality, reliability, and operational resilience.
By increasing asset reliability, reducing maintenance costs, and preventing outages, these technologies assist manufacturers in moving from reactive correction to proactive optimization. Adopting AI-driven quality frameworks is essential for staying competitive in the era of Industry 4.0 as production environments become more interconnected and data-driven.
AI-powered predictive maintenance has become mainstream, enabling safer, more intelligent self-sufficient production settings, enabling both data scientists and maintenance staff to rely on it. If you are someone looking to use AI-driven solutions to reduce errors and boost productivity, get in touch with us now at [email protected] where our professionals will help you develop predictive maintenance and scalable computer vision strategies specific to your production requirements.
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.